Nitriding occurs when N atoms created by gas, liquid, plasma diffuse into the steel. Depending on the N atom content and temperature, the phases formed in nitriding follow the phase diagram as shown in Figure 1 below:
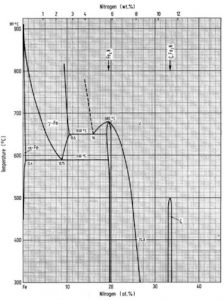
Figure 1. Fe-N diagram
The nitriding layer consists of a white layer with high hardness but porous, followed by a diffusion layer consisting of nitrite and a-Fe dissolved in nitrogen. The hardness distribution from the surface to the core is shown in Figure 2 below:
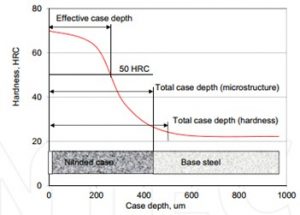
Figure 2. Hardness distribution in nitrided steel sample
The mechanism of nitriding involves the formation of molecular nitrogen atoms, adsorption on the surface and diffusion into the crystal lattice of the matrix or reaction with iron to form nitrites. For commercial applications, the thickness of the nitriding layer is about 200-300 mm, rarely exceeding 600 mm. Comparison of hardness and hardness distribution between nitriding method and other thermochemical methods is shown in Figure 3 below:
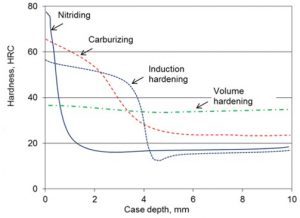
Figure 3. Hardness distribution of heat treatment and thermochemical treatment methods, emphasizing the difference between maximum hardness and hard layer thickness
During nitriding, a double layer (white layer) consisting of the nitrite phase e and/or containing γ’ is formed on the steel surface (Figure 4). Below the double layer is a diffuse layer of dissolved nitrogen in the form of interstitial ferrite. The influence of the cooling temperature after nitriding or interruption in the heat treatment process leads to the formation of nitrite with the formula γ’- Fe 4 N 1-z , due to the increase in nitrogen content in the nitrite ε-Fe 2 N 1-z
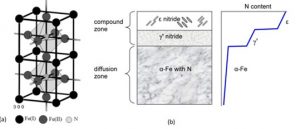
Figure 4. Schematic diagram of: (a) Crystal structure of g’-Fe 4 N phase in two unit cells, (b) Phase distribution in the permeate layer according to nitrogen composition
The typical impregnation layer structure consists of two regions, the outer white layer and the diffusion layer just below the white layer (Figure 5), however, it is also possible to create an impregnation layer with only the diffusion layer. The white layer has the effect of preventing corrosion and abrasion, due to the distribution of high hardness nitrides. While the diffusion layer has a lower hardness, it is responsible for bearing the load, related to the fatigue properties of the steel. Therefore, after nitriding, if duplex coating should maintain a certain white layer because it will create a better hardness gradient than the sample with only the diffusion layer.
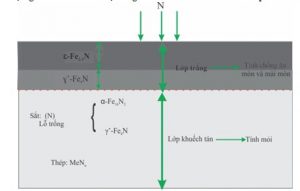
Figure 5. Typical structure of nitriding layer
Many studies have shown that the hardness distribution and N component distribution are quite similar as shown in Figure 6:
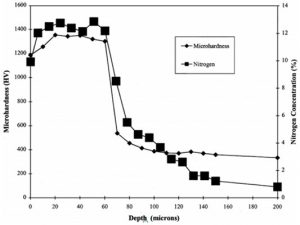
Figure 6. Hardness distribution and nitrogen elemental composition of AISI 420 steel show a high similarity relationship at the impregnation layer.
The double layer or white layer depends on the composition of the permeable steel grade, and can be adjusted by technological parameters during the permeation process.
The effect of alloy element composition on hardness and thickness of the permeable layer is shown in Figure 7 and Figure 8 below:

Figure 7. Effect of alloying elements on hardness obtained after nitriding
The influence of alloy element composition on the thickness of the permeation layer is shown in Figure 8. In the figure, it can be seen that the thickness of the permeation layer decreases with increasing chromium element content, or in other words, chromium inhibits the permeation process, explaining why stainless steel is difficult to permeate. The direct cause is that in stainless steel, a passive chromium oxide layer is formed, which prevents the diffusion of nitrogen into the steel.
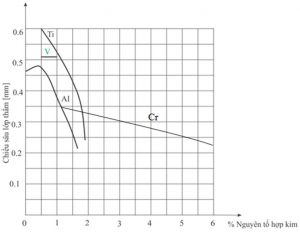
Figure 8. Effect of alloy element composition on the thickness of the permeable layer
The effect of permeation time on the thickness of the permeation layer is shown in Figure 9. When the permeation time increases, the thickness of the permeation layer can increase according to the parabolic rule:
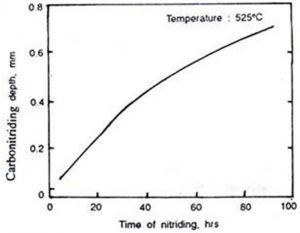
Figure 9. Effect of time on the thickness of the permeable layer
The hardness of the nitrided steel surface decreases with increasing nitriding temperature, while higher temperatures result in thicker nitriding layers as shown in Figure 10 below:
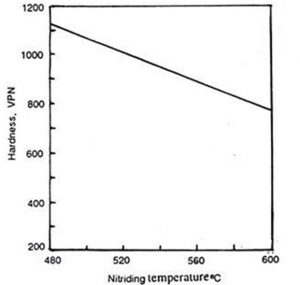
Figure 10. Effect of permeation temperature on hardness of 40Cr2AlMo18 steel
Determine the depth of the permeable layer:
The penetration depth can be understood as the total depth or the effective depth. In production, the effective penetration depth is considered more important and therefore, the penetration depth is usually understood as the effective depth. Observing the etched sample under an optical microscope, the penetration depth is the distance from the penetration surface to the position where the cross-sectional color no longer changes (similar to the color of the base material), this is the total depth. The penetration depth is evaluated on a small magnification image (100 or 200 times).
With the hardness measurement method, the depth of the impregnated layer is also determined by measuring the microhardness of the perpendicular section from the surface into the core loaded with 100 g, 300 g. The total depth is the distance from the surface to the position where the hardness is equal to the substrate hardness (core). The effective depth according to DIN 50190 is the distance from the surface to the position where the hardness is equal to the substrate hardness +50 HV.
Gaseous nitriding technology
Gas nitriding is the most common method used in industry today. In the conventional gas nitriding method, the part is heated to a temperature of about 510 o C (500-575 o C) in an ammonia gas decomposition environment. At the nitriding temperature, ammonia gas decomposes atomic nitrogen and is absorbed by the steel according to the reaction:
NH3 <=> 3/2 H2 + N(Fe)
In the above reaction N(Fe) is the nitrogen atom absorbed on the steel surface.
Steel (parts) before nitriding must be cleaned of grease, and have no rust or oxide on the surface.
In gas nitriding technology, it can be divided into one-stage nitriding and two-stage nitriding:
- Single stage nitriding : The nitriding process is carried out at a temperature of 495-525 o C and the decomposition rate of ammonia gas in the gas mixture is about 15-30%. Single stage nitriding usually produces a thick white layer which is undesirable in most practical applications.
- Two-stage impregnation : Two-stage impregnation, also known as the Floe process, has the advantage of reducing the thickness and even eliminating it. The first stage of this type of impregnation is carried out at the same temperature range as the single-stage impregnation for about 15-20 hours under the condition of about 20% ammonia decomposition to achieve a rapidly developed nitrite layer. Then, the second stage is adjusted with an ammonia decomposition rate of about 75-80% at a temperature range of 550-560 o C. Usually in the second stage the active nitrogen is lower than the requirement for the formation of iron nitrite. Therefore, the iron nitrite formed in the first two stages will not decompose in this stage, and the thickness of the white layer is reduced typically from 0.05 mm to 0.01 mm. If this step continues, the white layer can be completely removed.
Other permeable gas mixtures:
In addition to the two-stage nitriding technique, the formation of the white layer can be prevented by using a gas mixture of NH 3 with N 2 . The nitriding process can start with highly active nitrogen atoms to form Fe 4 N nitrite, but then the NH 3 /H 2 ratio is reduced (reducing the nitriding time) so that the active nitrogen atoms will be less than required to form Fe 4 N. In this nitriding technique, high precision control is required, but it allows the formation of a nitriding layer with high hardness and desired thickness. In one of our experiments, a nitriding mixture of 20% NH 3 with 80% N 2 was used to create a low-activity, higher hardness nitrogen environment.